JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Vyrovnávání plechů je kritickým krokem v moderní kovovýrobě. Než může jakákoli operace řezání, ohýbání, svařování nebo lisování přinést konzistentní výsledky, musí být surový materiál skutečně plochý – nejen vizuálně plochý, ale bez pnutí a rozměrově stálý. Výběr nesprávné metody vyrovnávání vede k odmítnutí dílů, přepracování a následným selháním procesu. Tato příručka pokrývá všechny hlavní metody vyrovnávání plechů, vysvětluje fyziku za každou z nich a poskytuje vám praktický rámec pro výběr správného přístupu na základě vašich požadavků na materiál, objem a přesnost.
Proč plech vyžaduje vyrovnání
Plech opouští mlýn ve formě svitků. Během navíjení se vnější povrch natahuje, zatímco vnitřní povrch se stlačuje, čímž dochází k zablokování protichůdných napětí do struktury zrna materiálu. Když servisní střediska rozvinou, narovnají a nařežou plech na požadovanou délku, tato napětí zcela nezmizí – zůstanou zachycena uvnitř něčeho, co vypadá jako plochý kus kovu.
Problém se stává viditelným v okamžiku, kdy je aplikován proces tepelného řezání, jako je řezání laserem nebo plazmou. Teplo uvolňuje uzamčená napětí a díly se deformují, prohýbají nebo vytvářejí okrajové a středové vlny. Ke stejnému zkreslení dochází po děrování nebo jemném zaslepení. Dokonce i mechanicky řezané díly vykazují zbytkové napětí, které deformuje geometrii během následného tváření nebo svařování.
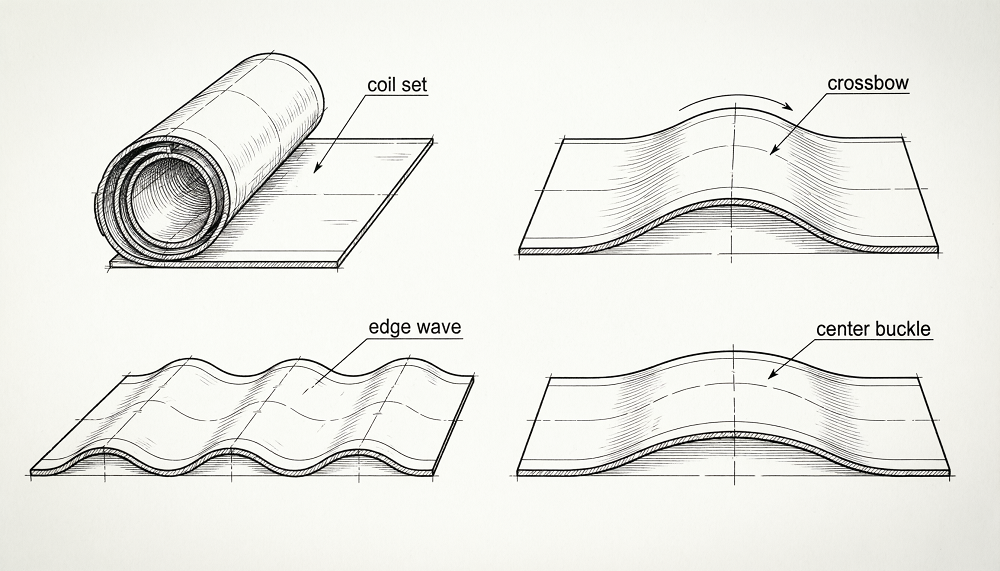
Mezi běžné vady rovinnosti, které musí nivelace řešit, patří:
- Sada cívek: podélný oblouk sledující směr navíjení, nejpřísnější směrem k jádru cívky.
- Kuše: příčný oblouk kolmý ke směru válcování, se středem zvednutým nad okraje.
- Okrajová vlna: zvlněné okraje způsobené tlakovým napětím v okrajových zónách vzhledem ke středu.
- Středová přezka: lokalizované vybočení uprostřed listu, kde je střed delší než okraje.
- Twist: diagonální zkreslení přes povrch součásti, které se často objevuje během asymetrického řezání nebo manipulace.
Každý typ defektu má jiný profil namáhání, a proto reaguje na každou metodu vyrovnávání jinak. Porozumění normy rovinnosti plechů před výběrem nivelačního procesu vám umožní definovat měřitelné kritérium přijetí a vyhnout se sporům při uvádění do provozu.
Kladivo a vyrovnávání plamene
Vyrovnávání kladivem je nejstarší metodou vyrovnávání plechu a dodnes se používá pro specifické situace, kdy je strojové vyrovnávání nepraktické. Zkušený operátor udeří do plechu kladivem v úmyslném vzoru, čímž roztáhne stlačené zóny a uvolní místní koncentrace napětí. Vyrovnávání plamene funguje na příbuzném principu: hořák ohřívá lokalizovanou oblast, což způsobuje tepelnou roztažnost; jak se zóna ochlazuje a smršťuje, přitahuje okolní materiál směrem k vyhřívanému bodu, čímž koriguje místní prohnutí.
Obě metody vyžadují značné dovednosti. Výsledky přímo závisí na schopnosti operátora číst součást, posoudit rozložení napětí a aplikovat správnou energii ve správné sekvenci. Žádné dva operátory neprodukují identické výsledky a žádnou jednotlivou část nelze s jistotou reprodukovat. Vyrovnání jednoho kusu může trvat od 30 minut do několika hodin, v závislosti na závažnosti zkreslení a složitosti součásti.

Když má vyrovnávání kladiva a plamene smysl
- Již smontované konstrukce nebo svařence, které nemohou projít válcovým strojem.
- Velmi malé objemy výroby, kde náklady na nastavení stroje nejsou oprávněné.
- Zakázkově tvarované nebo nepravidelné díly, které vodítka stroje nemohou pojmout.
- Oprava hotových součástí na místě, kde je rozměrová tolerance střední.
Pro výrobní prostředí, kde záleží na propustnosti, opakovatelnosti nebo přesnosti tolerancí rovinnosti, je vyrovnávání kladivem a plamenem nevhodné. Lidský faktor znemožňuje zaručit konzistentní výsledky v celé dávce.
Lisování a rovnání Lisování Vyrovnání
Rovnací lis podepírá list nebo desku ve dvou bodech a aplikuje tvarovací lis pro lisování materiálu naplocho mezi tyto opěrné body. Proces se zaměřuje na konkrétní místa na části, kde je soustředěno zkreslení. Než díl dosáhne přijatelné rovinnosti, je obvykle zapotřebí více lisovacích cyklů, protože každý lisovací zdvih koriguje jednu oblast a potenciálně zavádí napětí v sousedních zónách.
Někteří výrobci používají ohraňovací lisy jako improvizované srovnávače, které jsou životaschopné pro korekci jediné viditelné deformace, ale neřeší rozložené vnitřní napětí. Speciální rovnací lis poskytuje lepší kontrolu než ohraňovací lis předělaný pro vyrovnávání, ale stále nemůže odpovídat propustnosti nebo hloubce odlehčení pnutí systému na bázi válce.
Vyrovnání jednoho kusu na rovnacím lisu obvykle trvá až 60 minut a vyžaduje zručného specialistu, aby interpretoval chování součásti mezi tahy. Metoda se stává praktičtější pro desky silnější než 50 mm, kde válečkové rovnačky mohou postrádat mechanickou kapacitu, a pro malosériovou výrobu, kde investice do stroje není opodstatněná.
Omezení ke zvážení
- Nelze řešit rozložené vnitřní napětí – pouze viditelné geometrické defekty v diskrétních bodech.
- Riziko zpětného odpružení vyžaduje opakované lisovací cykly a prodloužené doby cyklu.
- Hodně se spoléhá na úsudek operátora, díky čemuž je opakovatelnost mezi operátory proměnlivá.
- Nevhodné pro tenké plechy – vysoká místní koncentrace zatížení riskuje poškození povrchu nebo trvalé značení.
Válcové vyrovnávání: Od jednoduchých rovnaček až po přesné systémy
Válečková nivelace je nejrozšířenější průmyslová metoda vyrovnávání plechů. List prochází řadou střídavě umístěných válců, které jej vystavují střídavým ohybům s postupně se snižující amplitudou. Tato opakovaná elasticko-plastická deformace redistribuuje vnitřní napětí napříč průřezem a pohání materiál směrem k rovnoměrnému plochému stavu bez napětí.
Základní fyzika sleduje klesající sinusovou vlnu: vstupní konec aplikuje největší ohybový posun a každý následující pár válců snižuje posun, dokud materiál nevyjde ve stavu téměř neutrálního napětí. Účinnost procesu závisí na třech vzájemně souvisejících proměnných: průměr válce, rozteč válců (vzdálenost mezi středy) a hloubka lisování (penetrace) .
Jednoduché válečkové rovnačky (rovnačky)
Jednoduché rovnačky používají minimálně sedm válců s relativně velkými průměry a širokými rozestupy. Zvládnou silnější plechy a omezený rozsah tloušťky. Protože válečky nejsou aktivně podporovány proti vychýlení při zatížení, pod tlakem se ohýbají a vytvářejí nerovnoměrné ohyby po šířce plechu. Výsledky rovinnosti jsou dostatečné pro obecné konstrukční aplikace, ale nedostatečné pro přesnou výrobu. Často je zapotřebí více průchodů strojem a proces stále závisí na zkušenostech operátora, aby se válce správně nastavily.
Přesné víceválcové srovnávače
Přesné srovnávače přidávají za pracovní válce mezilehlé a podpůrné válce, aby se zabránilo vychýlení při zatížení. To umožňuje menší průměry pracovních válců a užší rozteč, což zvyšuje počet cyklů ohýbání na jednotku délky plechu a zlepšuje schopnost stroje korigovat krátkovlnné defekty, jako jsou okrajové vlny a středové přezky. Přesné systémy mohou dosáhnout hodnot rovinnosti 0,1 mm/m nebo lepší — požadavek na pilové kotouče, přesné lisovací součásti a plechové sestavy s jemnou tolerancí.
Ve srovnání s ručními metodami rovnání válců dramaticky zkracuje dobu cyklu. Díl, který vyžaduje 10 minut ručního vyrovnávání ohraňovacím lisem nebo kladivem, lze zpracovat za méně než jednu minutu na přesném válečkovém rovnačce, což vede k měřitelnému snížení nákladů při velkoobjemových operacích.
Válcovací stroj (tříválcové systémy)
Nejjednodušší konfigurace na bázi válců používá tři ofsetové válce. List se při průchodu ohýbá kolem válců a proces se opakuje, dokud není přijatelná rovinnost. Tento přístup je účinný pouze pro součásti s jednoduchými, rovnoměrnými vadami rovinnosti. Neřeší vnitřní napětí a vyžaduje vícenásobné opakování pro jakýkoli materiál s výrazným zkreslením. Nejlépe se hodí pro dílny provádějící lehké korekce ohybu při nízké hlasitosti.
Vyrovnání napětí
Vyrovnávání tahem napíná plech podélně tahem mezi dvěma napínacími cívkami, dokud aplikované napětí nepřekročí mez kluzu materiálu. Jak list rovnoměrně povolí napříč svým průřezem, rozdíl napětí mezi dříve stlačenými a napnutými zónami se zhroutí a materiál vystoupí v plochém stavu s nízkým zbytkovým napětím.
Mnoho průmyslových systémů pro vyrovnávání napětí kombinuje ohýbání válců s napínáním v hybridním přístupu: plech nejprve prochází ohýbacími válci, aby se přerozdělilo hrubé napětí, poté se napíná, aby se dosáhlo konečné rovinnosti a stejnoměrnosti tloušťky. Tato kombinace je zvláště účinná u vysokopevnostních ocelí a velmi tenkých materiálů, kde systémy pouze s válečky mají potíže s aplikací dostatečného ohybu bez poškození povrchu.
Nejlepší aplikace pro vyrovnávání napětí
- Velmi tenký plech a fólie, kde malé průměry válečků stále označují povrch.
- Třídy vysoce pevných ocelí s poměrem kluzu k tahu blízkým 1,0, které se obtížně ohýbají bez nadměrného namáhání.
- Linky na zpracování svitků, kde materiál běží nepřetržitě a řízení tahu je již součástí architektury linky.
- Aplikace, kde je rovnoměrnost tloušťky po šířce stejně kritická jako rovinnost.
Nevýhodou je složitost a investiční náklady. Vyrovnávání tahu vyžaduje přesnou kontrolu napínacích cívek a pečlivou kalibraci, aby se zabránilo zavedení nového podélného napětí z nerovnoměrného tahu. Je méně praktický pro vyrovnávání po částech po řezání a primárně se používá v prostředích pro zpracování svitků.
Válcování za tepla a vyrovnávání válcováním za studena
Při vyrovnávání válcováním za studena prochází plech válci při pokojové teplotě nebo blízké teplotě místnosti, přičemž se vyvíjí vysoký tlak, který materiál plasticky deformuje. Tato metoda nejen koriguje rovinnost, ale zlepšuje kvalitu povrchu a zvyšuje mechanické vlastnosti – tvrdost a pevnost v tahu se zvyšují v důsledku mechanického zpevnění. Je vhodné, když je kvalita povrchu primárním požadavkem, jako například u polotovarů panelů karoserie automobilů nebo substrátů pro přesné strojírenství. Omezení spočívá v tom, že válcování za studena je omezeno na tenčí měřidla; velmi tlusté desky vyžadují nadměrnou sílu a efekt mechanického zpevnění může snížit tažnost do bodu, kdy je ovlivněno tvarování po proudu.
Vyrovnávání válcováním za tepla ohřívá plech nad jeho rekrystalizační teplotu před tím, než prochází vyrovnávacími válci. Zvýšená teplota snižuje mez kluzu a zvyšuje tažnost, takže tlusté desky se mnohem snadněji deformují. Teplo také urychluje úlevu od stresu. Tento přístup je standardní v primárním zpracování oceli a výrobě plechů pro stavbu lodí. Energetické náklady na ohřev jsou primární provozní nevýhodou a tepelné zpracování může změnit mikrostrukturu materiálu způsoby, které vyžadují ověření po procesu pro aplikace citlivé na specifikaci.
Hydraulické přesné vyrovnávání: Moderní průmyslový standard
Hydraulické přesné vyrovnávání představuje současný stav techniky ve vyrovnávání plechů pro výrobní prostředí. Na rozdíl od mechanických válečkových vyrovnávačů, kde je přítlačná síla fixována šroubovým nastavením, a hydraulický nivelační stroj používá hydraulické válce s uzavřenou smyčkou k dynamickému řízení lisovací síly a mezery mezi válečky po celé šířce plechu. To umožňuje systému udržovat konzistentní ohybovou energii, i když se tloušťka materiálu, mez kluzu nebo teplota v rámci výrobní šarže mění.

Principem práce zůstává střídavé ohýbání elastického plastu, ale přesnost hydraulického pohonu odemyká schopnosti, kterým se mechanické systémy nemohou rovnat:
- Široká škála materiálů: hydraulické systémy dokážou zpracovávat materiály od 0,1 mm ultratenké měděné fólie až po plech ze speciální slitiny o tloušťce 60 mm v rámci jediné řady strojů a přepínat mezi nimi prostřednictvím uložených receptur.
- Aktivní ovládání korunky: podpěrné válce za pracovními válci jsou hydraulicky nastavovány zónu po zóně, kompenzují tak průhyb válce pod zatížením a zajišťují konzistentní ohýbání napříč širokými plechy – kritické pro současné odstranění okrajových vln a středových přezek.
- Opakovatelné operace založené na receptu: parametry specifické pro materiál (síla, penetrace, rychlost) se ukládají a vyvolávají automaticky, čímž se eliminují odchylky nastavení závislé na operátorovi během směn.
- Manipulace s perforovaným a tepelně zpracovaným materiálem: pokročilé řízení přítlaku válce po zóně umožňuje selektivní protažení po šířce, což umožňuje vyrovnat materiály, které překonávají jednodušší systémy – děrované plechy, dodatečně tepelně zpracované přířezy a desky s vysokou pevností v tahu.
Klíčový rozdíl mezi konstrukcemi hydraulických nivelačních jednotek spočívá v architektuře ovládání. Samotné ovládání hydraulického tlaku není ekvivalentní ovládání polohy válce nebo síly válce v uzavřené smyčce. Zpětná vazba polohy a síly – prostřednictvím lineárních stupnic a snímačů zatížení – umožňuje každodenní opakovatelnost tváří v tvář kolísání teploty oleje, kolísání odezvy ventilů a postupnému opotřebení součástí. Stroje, které se spoléhají pouze na kontrolu tlaku, budou poskytovat konzistentní výsledky pouze v úzkém provozním pásmu.
Pro velkoobjemové výrobní operace v oblasti automobilových komponent, přesných plechů, dílů výtahů, pilových kotoučů a skříní elektroniky je hydraulické přesné vyrovnávání metodou, díky které jsou záruky rovinnosti na úrovni výroby dosažitelné a ověřitelné. Prozkoumejte celou řadu průmyslové aplikace kde přesné vyrovnávání přináší měřitelné zlepšení procesu.
Vyrovnání nosítek
Vyrovnávání napínacími zařízeními využívá hydraulické svorky k uchopení listu na obou koncích a jeho současnému tažení ve více směrech, dokud se vnitřní pnutí nevyrovnají prostřednictvím rovnoměrného poddajnosti v celém průřezu. Na rozdíl od vyrovnávání napětí v linkách na zpracování svitků pracuje vyrovnávání napínacími zařízeními na jednotlivých řezaných tabulích nebo deskách a je navrženo pro materiály, kde podélné i příčné gradienty napětí vyžadují korekci v jediné operaci.
Metoda dosahuje vynikající rovinnosti a odlehčení zbytkového pnutí, ale je pomalejší než kontinuální válec nebo vyrovnávání napětí a je nejvhodnější pro vysoce hodnotné aplikace s malým objemem, jako jsou desky pro letectví a kosmonautiku, tlusté konstrukční polotovary nebo plechy ze speciální slitiny, kde náklady na součást ospravedlňují delší dobu cyklu. Vyžaduje pečlivou kalibraci: nedostatečné natažení zanechává zbytkové napětí; nadměrné roztažení trvale mění rozměry a mechanické vlastnosti.
Jak vybrat správnou metodu vyrovnání plechu
Správná metoda vyrovnání je určena kombinací vlastností materiálu, objemu výroby, požadavku na rovinnost a geometrie součásti. Následující tabulka shrnuje klíčová výběrová kritéria pro všechny hlavní metody.
| Metoda | Rozsah tloušťky | Objemová vhodnost | Kvalita rovinnosti | Úleva od stresu | Typický případ použití |
|---|---|---|---|---|---|
| Kladivo / Plamen | Jakékoliv | 1–5 kusů | Nízká / Variabilní | Částečné (pouze místní) | Svařence, opravy na místě |
| Rovnací lis | > 50 mm typicky | Malá várka | Mírný | Částečná (oprava bodu) | Silný plech, viditelná deformace |
| Jednoduchý válečkový vyrovnávač | Středně silné | Střední | Mírný | Omezené | Obecná konstrukční deska |
| Přesný válečkový vyrovnávač | Tenký – střední | Vysoká | Vysoká (≤ 0.5 mm/m) | Dobře | Příprava ražení, laserového řezání |
| Vyrovnání napětí | Velmi tenké – vysoká pevnost | Vysoká (coil line) | Velmi vysoká | Výborně | AHSS, fólie, zpracování svitků |
| Vyrovnání válcováním za studena | Tenký | Vysoká | Velmi vysoká | Dobře | Automobilové panely karoserie, přesné díly |
| Vyrovnání válcováním za tepla | Tlustý plech | Vysoká (mill-scale) | Mírný–high | Dobře | Konstrukční ocel, deska pro stavbu lodí |
| Hydraulické přesné vyrovnávání | 0,1 mm – 60 mm | Vysoká | Velmi vysoká (≤ 0.1 mm/m) | Výborně | Precizní mfg, výroba smíšených materiálů |
| Vyrovnání nosítek | Středně silné | Nízká – střední | Velmi vysoká | Výborně | Letecká deska, speciální slitiny |
Praktická logika výběru
Začněte se svým materiálem. Pokud zpracováváte širokou škálu slitin a tlouštěk v jediném zařízení, je hydraulické přesné vyrovnávání jedinou metodou, která zvládne celé spektrum s konzistencí založenou na receptuře. Pokud je vaše operace omezena na jednu skupinu materiálů při velkém objemu, může být přesný válečkový rovnač optimalizovaný pro toto okno nákladově efektivnější. Pro velmi tenkou fólii nebo pokročilou vysokopevnostní ocel v nepřetržitém svitku poskytuje vyrovnávání napětí nejrovnoměrnější výsledky. Pro příležitostné korekce tlustého plechu nebo přepracování svařence zůstává praktickou volbou lis nebo rovnací lis.
Poté zvažte své následné procesy. Pokud bude vyrovnaný plech řezán laserem, na úrovni zbytkového napětí po vyrovnání záleží stejně jako na geometrické rovinnosti – tepelné řezání uvolní veškeré zbývající napětí. Pokud se bude přesně lisovat nebo tvarovat, dominantním požadavkem je rovnoměrnost rovinnosti po celé šířce. Definování citlivosti po proudu před výběrem metody zajišťuje, že krok vyrovnání skutečně vyřeší problém, spíše než jej pouze přesune.
Pro hlubší srovnání technik a konfigurací zařízení, průvodce na techniky vyrovnávání kovů pokrývá další podrobnosti na úrovni nástroje pro každý přístup.
Integrace nivelace do kompletní výrobní linky
V moderní výrobě plechů nivelace zřídka funguje jako izolovaný krok. Nejvyšší návratnost investice do nivelace přichází, když je rovnací stroj integrován do připojené výrobní linky – propojené s odvíječem předřazeným, řezacím nebo lisovacím systémem za ním a centrálním datovým systémem, který zaznamenává parametry materiálu, nastavení síly a výsledky rovinnosti pro sledovatelnost.
Praktickým mechanismem je manipulace s materiálem na základě receptury: když se změní ID materiálu, automaticky se změní nivelační program, čímž se eliminuje doba ručního nastavení a riziko nesprávných parametrů u nové slitiny nebo tloušťky. Zpětná vazba následné kontroly – kde se výsledek měření rovinnosti používá k upřesnění dalšího vyrovnávacího cyklu – uzavírá smyčku a umožňuje neustálé zlepšování bez zásahu operátora.
Bez ohledu na zvolenou metodu vyrovnávání je třeba sledovat integritu povrchu spolu s rovinností. Značení válečků, sběr z kontaminovaných válečků a mikroškrábance na citlivých slitinách, jako je hliník nebo měď, jsou příčinami odmítnutí, které se objevují po vyrovnání, nikoli během něj. Disciplína údržby – čištění válců, čistota oleje, kalibrace senzorů a pravidelné ověřování geometrie – je provozní praxe, která udržuje výsledky nivelace konzistentní v průběhu času.
Pro výrobce, kteří hodnotí hydraulická přesná nivelační řešení pro integraci do jejich výrobních linek, přehled aplikace poskytuje pokyny pro konfiguraci podle odvětví a typu materiálu.











